
ȫ���yһ���՟ᾀ400-083-4511 13280082001
ȫ���yһ���՟ᾀ400-083-4511 13280082001


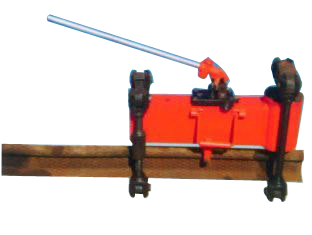
NQG��5III�̓�ȼ��܉�C�m�����и�43�K/m��75�K/m�܉���и�����|�������F���ИI�˜ʵ�Ҫ�����F·���ղ��T��·���ޡ��S���������I��C�ߡ��������и��ٶȿ죬��Ƭɰ݆�����ʸߣ��и�����|���ߣ��������㣬�����Ƅӣ�ʹ�ð�ȫ���m�÷����V�����c��
ȫ��24С�r�N�۟ᾀ:
0537-7970778NQG-5III�ͷ��wʽ��ȼ��܉�C�|�������ɿ�,�Y�|��ȫ.�r�����.�|�������L.�F���I�aƷ�N�۱鲼ȫ��.�gӭ��ԃ:18953724511 / 18605374511
����һ���m�÷���
����NQG—5III�̓�ȼ��܉�C�m�����и�43�K/m��75�K/m�܉���и�����|�������F���ИI�˜ʵ�Ҫ�����F·���ղ��T��·���ޡ��S���������I��C�ߡ��������и��ٶȿ죬��Ƭɰ݆�����ʸߣ��и�����|���ߣ��������㣬�����Ƅӣ�ʹ�ð�ȫ���m�÷����V�����c��
����������Ҫ���g����
����1����ȼ�C��
����1����̖ Honda GX200���ձ��������͙C��
����2���D�� 3600r/min
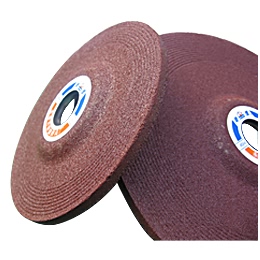
����2����Ƭɰ݆�����S����
����1�����S�D�� 3030r/min
����2��Ҏ��Φ400×Φ32×4
����3���и�r�g 60kg/m�܉��≤120S
����4����Ƭɰ݆ʹ�ôΔ� 50kg/mʹ��≥4��
����60kg/mʹ��≥3��
����5�����C�|�� 31.5kg
�������������Y���c����ԭ��
��������ԭ���������o�X�����ԭ�������Ô[�әC����ʹ�D�ӵı�Ƭɰ݆�S���@���܉�S������һ��܉�E���͔[�ӣ���Ƭɰ݆���܉�M���и��Ƭɰ݆���Dƽ���c�܉������|�L���^С���Ķ��p�ٱ�Ƭɰ݆��ĥ�ģ���߱�Ƭɰ݆�����ʼ�����Ч�ʡ�
����1�����\�ӣ��ɰl�әC���x��������V������ʹ���S����Ƭɰ݆�����D��
����2���M�o�\�ӣ������и���c�[�۵������[�ӣ�����܉�C�����팍�F��Ƭɰ݆���M�o�����\�ӡ��и�����S��Ƭɰ݆���D���ڔ[�ۣ���܉�C��������ƽ���Ԃȣ����ұ��^�L������Ƭ���е��܉�ס�
���������Y����
����1���[���S�����g��L��Ħ�����pСĥ�p�����L������
����2���[�ۡ��и�ۡ�Ƥ��݆���T���X�Ͻ�Y�����|���p�����ȸߡ�
����3���b�A�C�����з�Ó܉���ܣ���܉�C�������܉�ϣ���܉�C�����c�܉�����S���غϣ���ʹ���ɊA�o�ݗU����܉�C���l���Aб��
����4���[�ۺ��и�۷ֳɃ��w�����ýM�b��ʽ���������Σ����w���T���X�Ͻ�Y�����p�p������
����1�ٿv�U��2���͙C��3�[�ۡ�4���S��Ƭɰ݆��5�A�ߡ�6�и�ۡ�7�B���S��8���������ֱ�
�����ġ�ʹ�÷���
����1�����Ȱ��b��Ƭɰ݆���bƬǰҪ�z�鱡Ƭɰ݆�Ƿ����Ѽy���Ƿ��ܳ�׃�Σ��ɂ��Ƿ�ƽֱ�����治ƽ������п�ƫб���AƬ���bƬ��Q�o�i�o��ĸ����Ť�������^�����≺�鱡Ƭɰ݆��
����2������܉�C�[���b���܉�ϣ��������b�ڿ���5�ϵĶ�λ�ߣ��˕r��λ�U����ָʾ��λ�ü���ɰ݆�и�λ�ã�������Ҫ�Ƅ���܉�C���A���O�����и�λ�á�Ȼ��ʹ���߃��棨�棩�c�܉��桢܉���²��N�o�����o�o����˨���ٌ���܉�C�и��ͨ�^�B���S�c�[���B�ӺúQ�o�����b��Ƭɰ݆�����Q�o��ĸ��ʹ��܉�C̎�ڹ�����B��
����3��һֻ�����Ӳٿv�Uʹ��܉�C̎���܉�Ϸ���ͬ�r��һֻ�ַ�����һ�ٿv�U���Է���Ƭɰ݆ײ���܉��
����4�����b����܉�C�����������ֱ����Ɇ��Ӄ�ȼ�C����ȼ�C���Ӻ����\�в�����30�룬�z��C�߸����Ƿ����������Ю�����ͣ�C�ų����Ӵ����T���^�챡Ƭɰ݆�Ƿ��\�Dƽ�����Ƿ�ƫ�[�����ӣ������Ƿ���������l�F��������ͣ�C���Qɰ݆���ų����ϡ��и�ǰ�{�����T���L�T���M���и���Ҫ��
����5���и�r����Ƭɰ݆���M�o��Ҫ����܉�C�����غͲٿv�U�Ĕ[�ӣ�����p�ַ��ֲٿv�U�r����Ҫ������ʩ��������������Ҫ�й���Ĕ[�Ӳٿv�U��
����6���и��^���У����ղٿv�UҪ��ͣ�����͔[�ӣ�����ͣ��ij̎�����l���AƬ�F������������Ƭɰ݆��Ȼ���^�m�и����Ȼ�l���AƬ�F��ͣ�C�z��ԭ�����Q��Ƭɰ݆�������и�r����Ƭɰ݆����cԭ�п�����Ǻϣ���t����׃�Q�и�λ�á�
����7���и��^���У����пڰl���Aб����ͣ�C�z��ԭ���ų����ϻ���Q��Ƭɰ݆��׃�Q�и�λ�ã������и
����8��ͨ���������܉픲����������������еײ���ֱ���Дࡣ
����9������Ƭɰ݆ĥ�ĵ�һ���̶ȣ�ɰֱ݆���sС��300mm���r�����܉һ�ȿ��ܲ����Д��܉���˕r�茢ɰ݆�[����һ�Ȍ����܉��ֱ���Дࡣ��ɰ݆ĥ�ĺ�ֱ���sС��260mm�r������ɰ݆���ٶȽ��ͣ�ɰ݆�����ٓp�ģ��˕r��ʹ�����܉Ҳ���ܰl��������ȫ�Д࣬���h���Q��Ƭɰ݆�������܉δ�Д࣬�ٸ��Qɰ݆�����ɰ݆�cԭ�пڲ��ǺϬF��
�c�����d���ļ�

 �V�ñ��
�V�ñ�� �V���O��
�V���O�� 늙C܇
늙C܇ �����O��
�����O�� �Cе�ӹ�
�Cе�ӹ� ���{�O��
���{�O�� �F·����
�F·���� Һ���O��
Һ���O�� 菎r�O��
菎r�O�� ���̙Cе
���̙Cе �������
������� �V�����
�V�����






![���]�aƷ��YQD-196��Һ�������](/upLoad/product/month_1403/201403031629452769.jpg)








 �ߴa�@ȡ����r
�ߴa�@ȡ����r